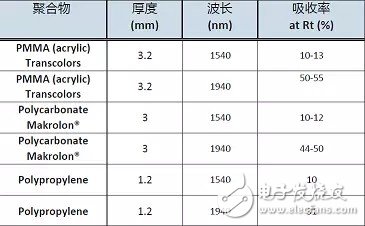
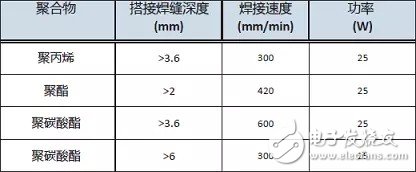
Because the emission spectrum of erbium-doped and thulium-doped fiber lasers is 1.4-2.0μm, they have been widely used in medical and aviation fields many years ago. We know that many polymers have high absorption rates in these wavelength ranges, but it has recently been verified that this level of absorption can be used to weld a series of translucent and fully transparent polymers, and at the same time make the weld visible to the naked eye. Optically transparent. Experimental work The initial series of tests performed controlled welding on common polymer resins of different thicknesses, and then identified the power, spot size, and action time. Select a certain spot size and average power, and during the measurement of the absorbency of different types of transparent polymers with different thicknesses, no melting will occur. This kind of static effect test carried out at wavelengths of 1540nm and 1940nm can calculate its absorbance (see Table 1 below). Table 1: Absorbance of transparent polymer at 1540nm and 1940nm As the action time of the material and the thulium-doped laser beam increases, it can be clearly seen that the main part of the material has a certain depth of melting. With the relative movement between the laser beam and the workpiece, the depth of controllable welding depends on the laser power and displacement speed. This basic relationship applies to almost all welding processes. When two layers of transparent polymer are fixed together, it is possible to achieve lap welding by adjusting the welding speed. Figure 1 shows an optically transparent weld through multiple layers of polypropylene at a time. Figure 1:? Penetration welding multilayer polypropylene The ratio of heat input in the thulium-doped fiber laser is strictly controlled, which makes the heat input to the joint surface also strictly controlled. Further experiments have proved that butt welding and lap welding can form an optically transparent joint surface. This technology can also be applied to other joint surface structures, such as fillet welding, spike welding, spot welding, and also for crimp welding , End welding, fillet welding and T-welding. Experiments also show that multiple weld passes can increase welding depth and quality, and multilayer polymer films can also be welded using single or multiple weld pass technology. This welding process has many advantages. The most important point is that it does not require material modification or other infrared absorbing layers to enhance the polymer's absorption of laser light. Table 2: Pre-welding speed data to sum up The experimental results verified the new welding technology used for welding transparent polymers, and again confirmed the rapid development of fiber laser technology. Shenzhen Kaixuanye Technology Co., Ltd. , https://www.icoilne.com